 トップページ |
ひとつ上のページ |
目次ページ |
このサイトについて | ENGLISH
トップページ |
ひとつ上のページ |
目次ページ |
このサイトについて | ENGLISH
トップページ |
ひとつ上のページ |
目次ページ |
このサイトについて | ENGLISH
トップページ |
ひとつ上のページ |
目次ページ |
このサイトについて | ENGLISH
品質工学 では、ばらつきを評価します。 これだけでも、大きな特徴であり、画期的なアイディアですが、 さらに ロバスト設計 のためには、外乱の影響によるばらつきを積極的に評価しようとします。
外乱 を表す因子が、誤差因子です。
例えば、製品が-10〜40℃の範囲で使われる可能性がある場合、これは誤差因子の候補になります。 2水準の誤差因子なら、-10℃と40℃で実験します。
品質工学
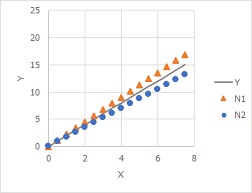
の解説でよく出て来るのは、下図のような場合です。
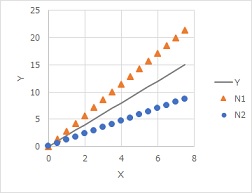
例えば、0℃の場合も、この範囲に入ると想定していることになります。
制御因子
の選び方を変えた時に、N1とN2の範囲が狭くなる条件を探します。
例えば、制御因子の選び方で、下の左右のグラフの違いができる場合、右側の方が望ましい条件でロバストといえます。
外乱は、品質の異常の原因になります。 誤差因子では外乱を扱おうとします。 しかし、誤差因子を使うには、外乱を扱うが故の難しさもあります。
上の例のような誤差因子は、データのばらつきの上側と下側を決めているものになっています。
こういった誤差因子が想定できるのなら、実験しておいた方がもちろん良いですが、こういう誤差因子ばかりとは限らないです。
品質工学から提案されている誤差因子による評価は、特性に影響のある因子が事前に把握できていて、 それらの組合せを選ぶ段階が想定されています。
意外な要因で工程が異常を起こした体験があると、 「未知の誤差因子がない」と言い切ることは、非常に難しいです。 そのため、実験の結果を使って量産を始めてみたら、 未知の誤差因子に振り回される可能性は残っています。
品質工学の解説書で、例として出てくる実験は、誤差因子の数が1〜2個です。
誤差因子が多い場合には、「調合」といって、 特性にプラスに働くものと、マイナスに働くものをまとめてひとつの因子にしてしまう方法があります。 ただし、調合が可能なのは、誤差因子の間に交互作用がない場合だけなので、 調合の実施の判断は、難しいところです。
順路
 次は
信号因子の応用
次は
信号因子の応用
